工业机床的控制在工业生产自动化控制中占有重要的地位。在机床行业中,多工步机床由于其工步及
动作多,控制较为复杂。采用传统的继电器控制时,需要的继电器多,接线复杂,因此故障多,维修困难,
费工费时。采用PLC控制,可使接线大为简化,不但安装十分方便,而且保证了可靠性,减少了维修量,
提高了工效。
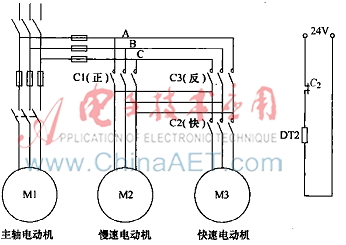
(1)控制要求分析锭脚加工机床的电气控制主电路如图26-1所示。
使用该机床进行加工,工件由主轴上的夹头夹紧,并由主轴电机Ml带动,作旋转运动。大拖板带动回转工作台,作横向进给运动,其进给速度由工进电动机(慢速电动机)M2、快进电动机(快速电动机)M3经电磁气阈(Ur2)离台器带动丝杆控制。小拖板的纵向运动由电磁气阀( DTl)气压控制。
对于7把刀具,除第2把刀(完成第2工步,即车平面)是由小拖板纵向运动切削外,完成其余6个工步的6把刀均由大拖板带动回转工位台(六角)横向运动切削,每完成一个工步,回转工位台转动一个工位,进行下一工步的切削。为简便起见,本例只对刀具进给运动的
