
摘 要:为解决炼钢厂5#连铸机的红外无接触定尺系统受火焰切割干扰较大,切割精度不高,经常造成铸坯长短尺的问题,开发了PLC定尺系统,很好地解决了定尺问题。介绍了PLC定尺系统的原理以及使用效果。
关键词: PLC 定尺 连铸
Researches and Applica tion of PLC Cuttolength System in No15 Continuous Caster Production
Zhu Yujian Zhao Songlin
Abstract: To solve the problem of often causing falling short for casting blanks for the No15 continuous casterat the Steelworks by heavier interference of flame cutting to infrared noncontact cuttolength system and not highenough cutting precision, the PLC cuttolength system was developed, satisfactorily solving the cuttolength problem. The principle of the system and its usage results are presented.
Key words: PLC; cuttolength; continuous casting
0 前言
在连铸生产中,连铸坯要在定尺系统的控制下由切割设备切割成一定长度的成材铸坯。因此,定尺的准确与否,将直接影响连铸的成材率,进而影响连铸的经济效益。一个精确而稳定的定尺系统,不仅可以极大地提高连铸坯的定尺合格率,还可以使生产顺利进行,极大地减轻切割工人的劳动强度。
1 炼钢厂5#连铸定尺系统
炼钢厂5#连铸机是一台六机六流的小方坯连铸机, 采用火焰切割系统以及红外线无接触定尺系统。红外线无接触定尺系统是通过摄像机摄取铸坯图像, 由计算机来分析图像, 从而实现连铸坯的定尺测量。这种定尺系统的优点是切割系统与连铸系统基本上是分离的, 定尺不受生产设备状况的影响, 可以有效地避免由于拉矫系统打滑、堵转等造成的长短尺。它的主要缺点就是受外界的干扰较大。由于计算机系统是根据铸坯的亮度来确定铸坯位置的, 所以外界的光线(例如电焊、强烈阳光尤其是切割火焰) 对系统的影响较大, 很容易造成系统误动作。由于5#连铸机有6 个铸流, 采用火焰切割机, 因此在生产定尺为216 m的铸坯时,切割火焰对红外定尺系统的影响非常大, 经常造成系统误动作而产生短尺铸坯, 对生产的影响较大。
2 PLC定尺系统
211 PLC定尺系统的原理
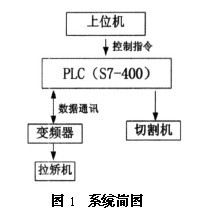
由于5#连铸机的定尺系统非常不稳定, 给连铸生产带了不良影响, 为了解决5#连铸机定尺问题, 开发了PLC定尺系统, 很好地解决了5#连铸机的定尺问题。图1是5#连铸机拉矫机以及火焰切割机的系统简图。
5#连铸机的拉矫系统是通过变频器实现拉速调整的。在计算机上可以得到拉矫机变频器的实际输出频率f, 因此, 电机的转速:
n = 60f (1 - s) / p = kf
其中:
n: 电机转速
s: 电机的转差率, 为一常数
p: 电机极对数, 为一常数
k: 常数
由于电机的转速与电源频率有着严格的对应关系, 因此可以计算出铸坯的实际运行速度:
v = k1 ×n ×3114 ×D (m /min)
其中:
k1 : 减速机的速比
D: 拉矫辊的周长, 单位: m
V: 铸坯运行速度
根据以上数据, 在PLC程序中对时间求拉速的定积分, 就可以得到铸坯的长度:
L = t2/t1 vdt
212 系统修正
21211 PLC修正
在PLC系统中通过数学计算得到铸坯在任一段时间内的长度L, 但是, 在实际应用中, 由于电机转差率以及减速机速比的离散性, 实际定尺长度Lsj与L还是有一定差距的, 因此在编制PLC程序时需要对定尺系统行修正, 即:
Lsj = K2L
其中:
Lsj : 铸坯实际长度;
L : 铸坯理论长度;
K2 : 修正系数。
对于其中的修正系数K2 的取值是整个系统能否正常工作的关键。由于K2 = Lsj / L 因此可以通过实测法在生产现场测出每个铸流的K2 的值, 现场取Lsj = 5 m, 即当铸坯长度为5 m时通过PLC程序的在线功能得到PLC定尺系统的理论长度L 的值, 从而求出K2 的值, 由于5#连铸机定尺的最大长度为10 m, 因此取Lsj = 5 m可以保证定尺系统在整个定尺范围内达到一定的精度。
21212 人工修正
由于连铸机实际生产状况比较复杂(如拉矫辊辊径的磨损变化) , 因此还需要人工对整个定尺系统进行修正。对定尺系统的设定和修正是通过计算机画面实现的, 输入的参数有定尺设定值、修正值两个参数。人工修正就是由操作员工根据切割工实测的铸坯长度在修正值输入域内输入一个数值,从而实现修正。
213 实际使用效果
1) 定尺精度高, 可以控制在±30 mm 之内,大大提高了连铸坯成材率;
2) 可以灵活方便地修改定尺长度, 减轻了工人的劳动强度;
3) 没有增加外部设备和投资, 不仅节约了设备投资, 还真正实现免维护, 极大地降低了维修人员的劳动强度;
4) 可靠性高, 即使出现铸坯割不断的情况,也能保证定尺的准确性, 这是红外定尺系统无法做到的。
3 结语
PLC定尺系统在炼钢厂5#连铸机上的应用取得了良好的效果, 不仅有效提高了铸坯成材率, 而且降低了设备故障率, 保证了设备的稳定顺行。