一.前言
大连安迪数控技术有限公司针对国内热封切制袋机现状推出了专用伺服控制解决方案,在国内某公司制袋机设备成功应用并得到了广泛推广,该方案采用了ADSD-S交流同步伺服驱动器、ADSM-S交流永磁同步伺服电机、触摸屏、PLC、变频器、变频电机等主要元器件;根据设备工艺要求选择了低惯量高转速的ADSM-S伺服电机作为主要运动机构,保证了封切制袋机在频繁启动负载下自身运动的平稳性与快速响应性,使伺服电机的一次送料转速能够满足切刀上下运行的时间要求。同时简化了机械机构,解决了原机械设备效率低、定位精度低、能耗大、自动化水平低、浪费材料等缺点。
图1 热封切机设备图
二.控制原理
整个设备生产工艺过程主要分为抬刀、定位、封切三个部分。热封刀与切刀的上下往复运动由变频器驱动变频电机控制,袋长定位由伺服驱动器控制伺服电机带动送料辊控制,另外光电传感器(又称光电眼)、温控器、接近开关,做为测控元器件,负责时间的判断与控制信号的发出,使执行器件之间确立时序关系。PLC做为核心程序的载体,负责脉冲信号的发送及各种控制信号的转化与传递,最终控制各执行机构的运转与协调。触摸屏作为人机界面,用于参数设置及整台机器运行状况监控,通过触摸屏可以调整袋长、清零、复位、点动等操作;还可以显示袋长数值和被加工袋的累计数量等。
下图为热封切机的控制原理框图: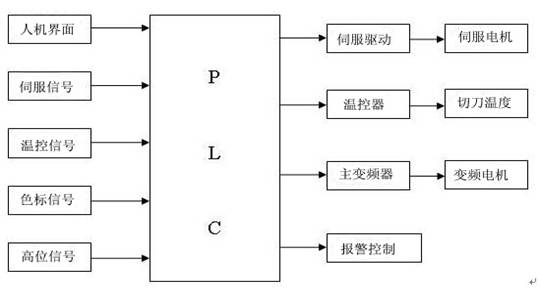
图2控制原理框图
三.工作流程
1.系统上电
程序初始化,输入袋长数值,调整温度仪,使封刀的温度达到热封的需要(封刀的温度,应根据主电机的转速高低进行设定,以胶袋封口处结实耐拉为准。封刀温度偏低,会导致胶袋封口处不牢。若封刀温度偏高,会导致胶袋封口处烫穿,因此,应根据主电机转速及封口时间长短进行调节);进入手动调节模式,检查机械部分,伺服系统,变频器等是否可以正常工作,调节色标光电眼,使其能够感应色标变化。
2.制作袋子
点击触摸屏自动运行按钮,主变频电机(1.5KW)工作,通过机械连杆带动封刀和切刀上下往复运动,切刀每向上运动一次,伺服信号就导通一次,由PLC发送脉冲控制伺服电机(1kw)运转,脉冲的个数决定了伺服电机转动的圈数,脉冲的频率决定了伺服电机的转速,伺服电机通过同步带带动送料辊送料,伺服电机必须在切刀下降到承切皮辊之前完成定位,当切刀和封刀下切后,胶袋形成,当切袋个数到达预设个数或按下急停按钮时,在生产完当前胶袋后停机,切刀和封刀停在高位停车处。
制袋机一般具有两种封切方式:空白袋定长封切和寻标封切,当选择空白袋定长封切时色标光电眼不起作用,PLC程序根据切袋长度、机械传动比、伺服驱动器的电子齿轮比、伺服电机编码器的线数以及送料辊的周长,计算出伺服系统定位所需要的脉冲数,然后由驱动器驱动伺服电机带动送料辊转动送出一定长度的胶袋,从而实现白袋定长封切;当选择寻标封切时,其过程如下,伺服启动信号导通,伺服电机按照PLC程序预先设定的运动曲线进行加速运动、恒速运动、减速运动、低速追色,如图3所示,PLC接收到追色信号时,通过中断方式立即停止伺服电机。一般追色长度为10mm,并且要求追色信号只能在追色范围内起作用,其它范围内需屏蔽掉其干扰信号。追色封切调试时,在人机界面上设定好伺服电机的恒速速度,先将加速时间、减速时间设长,再调低速追色速度,尽可能提高低速追色速度,以追色平稳、准确为准。调整好追色速度后,再调加速时间、减速时间,尽可能调短加减速时间,以胶袋与出料辊不发生相对滑动及追色平稳为准。PLC程序在追色封切时,对追色信号记数,连续三次检测不到时,PLC停止各电机运转,并驱动报警器报警。同时PLC程序对批量记数,当批量达到预警值时,PLC驱动报警器报警提示。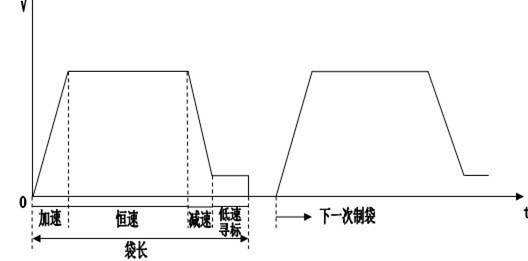
图3 寻标速度曲线图
四.伺服系统简介
本机采用的伺服系统为大连安迪数控技术有限公司的ADSD-S系列,驱动单元采用美国TI公司最新数字信号处理器DSP为核心,选用三菱公司工业级智能功率模块(IPM),而且所选IPM的容量比标定相同功率的其它国内伺服产品要大一个等级,因而具有过载能力强、抗负载扰动能力强、起动力矩大、动态相应速度高等特点;支持多种通讯方式,标准全隔离RS485通讯模块,RS422/RS485,CAN bus或Profibus可选;驱动器将位置控制、速度控制、转矩控制这三种控制方式合为一体,并且可以进行各控制模式的动态切换,使用更加灵活柔性;具备过速保护、过流、过载、过热、主电源过压欠压、编码器异常、通讯错误、PID反馈信号异常等duoz保护及异常显示,使控制过程一目了然。电机为三相永磁同步伺服电机,具有三倍过载能力,3000RPM的额定转速,2500线的编码器分辨率。
机械参数:
机械传动减速比1:3
胶辊直径66mm
精度要求:袋长精度小于0.5mm,伺服电机编码器脉冲数为2500P/R,通过四倍频转换后,分辨精度达到10000p/r,即v伺=360°/10000=0.036°,电机输出到送料辊有3:1的减速比,实际检测精度达到:
v辊=360°/(10000×3)=0.012°
对应的袋子长度分辩精度为:
vl辊=πD×(0.012°/360°)=207.24×0.000033=0.006839mm
故其本身误差远远小于0.5mm,引起定位误差较大的真正原因是由于伺服电机起停不够平滑,停车时抖动,故要根据伺服电机的起停速度调整合适的速度环、位置环增益与加减速时间,调试过程如下:
a)将位置环增益即先设在较低值,然后在不产生异常响声和振动的前提下,逐渐增加速度环的增益至最大值。
b)逐渐降低速度环增益值,同时加大位置环增益。在整个响应无超调、无振动的前提下,将位置环增益设至最大。
c)速度环积分时间常数取决于定位时间的长短,在机械系统不振动的前提下,尽量减小此值。
d)随后对位置环增益、速度环增益及积分时间常数进行微调,找到最佳值。
e)适当调整位置指令一次滤波时间常数。
调试参数如下: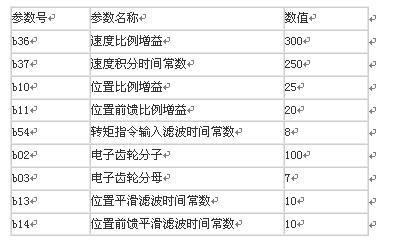
五. 总结
该热封切制袋机是在传统老式设备的基础上运用安迪伺服控制系统改造而成,具有提高效率;降低能耗;提成品率;提高封切精度;调试方便快捷;运行过程平稳;简化机械结构等特点,具有更高的技术含量和更优良的性价比,为企业创造更多的效益。
