
凹版印刷是最常见图文印刷方法之一,它不但印刷速度快,版筒耐印率高,特别适合大批量印刷,而且印刷品墨色厚实、层次丰富、立体感强,可获得浓淡有致、色彩鲜丽的图文信息变化。其产品品类十分广泛:有用纸张印刷的书刊、 报、杂志等出版物以及钞票、证卷、邮票等;有用厚卡纸印刷的纸器、包装盒;有用塑料薄膜印刷的食品、医药等软包装袋及墙壁贴纸等等。因此,它在图文出版和包装印刷领域内一直占据着非常重要的地位。
目前,计算机技术和光纤传感及其他现代科学技术在凹印机上已得到广泛应用,使凹印机的智能化自动控制更加完善,印刷速度和印刷精度愈来愈高,简易凹印机印刷速度一般为20~50m/min,套准精度±0.4~0.5mm,中、高档电脑套色凹印机印刷速度已达250~300m/min,套准精度为±0.1mm。随着知识经济时代的到来,新技术的突飞猛进和产业化,必将对我国印刷工业和设备器材工业带来革命性的变革。
一、张力控制的重要意义和作用
凹印机的张力控制可以说是整机的核心。只要张力控制稳定,张力变化小,凹印机的套准精度和废品率就很容易控制。张力的波动和变化对套准精度影响很大,尤其是设备的印刷速度越高,张力控制就显得越重要。因此,要想确保凹印机生产的印刷品品质、效率及可靠性,必须配备功能完善的张力控制系统。
在印刷过程中使凹印机张力产生波动和变化的因素比较复杂,如果不及时准确地进行有效控制,诸因素的综合影响将形成整机各部位的张力出现一种无规律的变化模式。现将其主要影响因素简扼分析如下:
1.料卷在收、放卷过程中,收卷和放卷的直径是不断变化的,直径的变化必然会引起料带张力的变化。放卷在制动力矩不变的情况下,直径减小,张力将随之增大;而收卷则相反,如果收卷力矩不变时,随着直径增大,张力将减小。而且料卷越重,速度变化越快,料带张力的变化也就越大。这是凹印机的固有特性所决定的。也是引起料带张力变化的主要因素之一。
2.凹印机各主要构件的制造精度和装配精度产生超差,往往也是引起张力波动的重要因素。如底座组装的平面度和直线度,墙板与底座的垂直度以及各版辊的水平度和它们相互之间的平行度等等。各版辊与众多的导向辊不但严格要求相互之间平行,在其转动时它们的园跳动量偏差和质量动、静平衡偏差也应保证在规定值的范围内。否则它们各自每转动一周,料带上的张力就会随之发生相应微小变化,最终综合反映到整机上,将导致张力产生无规律变化。另外,凹印机的主传动系统应做到无间隙、精密传动,确保各印刷单元同步运转。如果印刷过程中引起传动同步误差,也势必使各单元的张力产生变化。因此,可以说归根到底机器本身的精度标准是张力实施有效控制的基本保证。精度等级较高,质量优良、张力控制很容易稳定;反之,精度等级太差,粗制滥造,既使配备最先进的张力控制系统,恐怕也会事与愿违,难于获得令人满意的张力稳定效果。
3.凹印机在不停机自动裁接工序过程中,接料和断料都会使整机原已稳定的张力产生突然的干扰变化。机器运行速度愈高,扰动就愈大。设备配置的张力控制系统应能够迅速地根据料带张力扰动情况自动地随机进行调整,使张力及时地恢复到原来的稳定状态。
4.料带内在材质的不均匀性(如弹性模量的波动,厚度沿长、宽方向变化,料卷质量偏心等)以及生产环境的温度、湿度变化,都会对整机的张力波动带来微妙的影响。
二、 张力控制系统的分类原则
近几年来,国产的全自动电脑套色凹印机发展十分迅速,高精度、可重复的张力控制技术已得到广泛的应用。虽然凹印机所配备的张力控制系统各有所长,型式多样,但归纳起来,
三、张力控制器和张力检测装置
目前,国内市场上可供选择的张力控制器基本上分手动控制、半自动控制及全自动控制三大类。手动张力控制器是一种比较简易的张力控制器,往往使用在低速凹印机上。它是根据放卷或收卷卷径的变化,由操作者分阶段调整制动器或离合器的激磁电流,从而获得一致的张力。半自动张力控制器又称开环式张力控制器。它是靠安装在收卷或放卷轴上的门信号发生器发出的信号,计算出料卷的直径、相应卷径的变化输出控制信号,从而调整料带的张力。全自动张力控制器是由张力传感器(即张力检测器)直接测定料带的实际张力值,然后把张力数据变成张力信号传回张力控制器,此信号与控制器预先设定的张力值相比较,计算出控制信号,从而自动调整离合器或制动器的激磁电流来控制料带上的张力,使实际张力值与预设张力值相等。它具有高精度、高重复性的特点,是一种较为先进的张力控制器。所以,国产的6色以上电脑套色凹印机大多选用此种张力控制器。如日本三菱电机株式会社(MITSUBISHI)的LE-40MTA(B)全自动张力控制器,美国蒙特福(MONTALVO)公司的X-3000、S-3000全自动张力控制器以及欧洲瑞士的MCS-2000CTDA全自动张力控制等等。
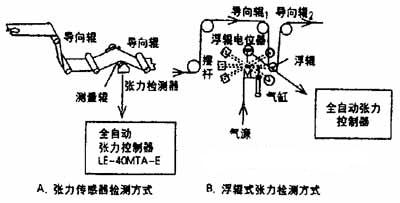
张力检测装置基本上有三种:一是用张力传感器(即张力检测器)对张力进行检测,通常两个张力传感器配对使用,将它们装在检测辊的两端(如图1A所示),料带通过检测辊施加负载,使张力传感器敏感元件产生位移或变形,从而检测出实际张力值,并将此实际张力信号送到全自动张力控制器,最终实现张力闭环控制。目前,张力传感器有板簧式微位移张力检测器(日本三菱LX-TD型),应变电阻片张力检测器(美国蒙特福T系列)和压磁式张力检测器(中国ABB枕式系列)等等。其优点是检测范围宽,响应速度快、线性好。
二是采用浮辊式张力检测装置(如图1B所示),当张力稳定时,料带上的张力与气缸作用力保持平衡,使浮辊处在中央位置。当张力发生变化时,张力与气缸作用力的平衡被破坏,浮辊位置会上升或者下降,此时摆杆将绕M点转动并带动浮辊电位器一起旋转。这样,浮辊电位器准确地检测出浮辊位置的变化,它将此位置信号反馈给张力控制器,控制器经过计算并输出控制信号,控制磁粉制动器或离合器,以调节浮辊位置,使其始终处于中央位置。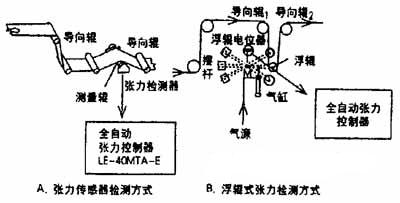
图1 张力检测方式示意图
浮辊控制的特点是:它具有良好的惯性补偿作用,可以吸收或缓冲张力跳变对系统的影响,同时也能减弱由于导辊的园跳动偏差、速度变化或其他影响张力稳定输出的因素而造成的张力不稳。
三是采用浮辊/反馈复合式张力检测装置,它可同时检测由浮辊电位器输出的浮辊位置信号和由张力检测器输出的张力信号,从而可向系统提供更高精度的张力控制。其特点是:它不但具有浮辊控制对大范围张力跳变的吸收或缓冲功能,而且还具有张力检测器闭环控制高精度、高重复性的特点。例如美国蒙特福公司的 X/D-3000型浮辊/反馈复合式张力控制装置就属于该种类型。
四、张力控制系统的配置型式
凹印机张力控制系统的配置型式大致有三种。
第一种是二段闭环式张力控制系统,它由放卷部张力控制和收卷部张力控制两部分组成(如图2所示),其基本元件主要包括全自动张力控制器、张力检测器、磁粉制动器、磁粉离合器及交流电机等。在放卷部,张力控制器和张力检测器安装在进料立架上。由于料带进入印刷装置的拉力系由印刷版辊产生,因而在放卷装料轴上设置了制动器。如果张力一旦发生变化,张力检测器就会把张力信号送给控制器,从而自动调整制动器的激磁电流来控制料带的张力。这样,就保证了进料料带的张力恒定,且大小适当。在收卷部,收卷装料轴上安装了磁粉离合器和交流电机,全自动张力控制器和张力检测器均设置在出料立架上。交流电机在卷取过程中,如果张力产生波动,张力检测器把检测到张力数据变成张力信号传回控制器,控制磁粉离合器的激磁电流,改变离合器的转差转矩,使出料料带上的张力保持稳定。该种型形式往往又称为放卷或收卷一级张力控制,可以说它是凹印机张力控制的一种基本型式。它已不能适应7色以上的中、高档电脑套色凹印机所提出的高精度和可重复的张力控制要求
第二种是三段闭环式张力控制系统,它就是以上述基本型式为基础,在放卷张力控制之后,再增加一级进料张力控制,或者在收卷张力控制之前,另配置一级出料张力控制。不过新增的该段张力控制必须设置主动牵引辊和磁粉离合器。换句话说,所谓三段闭环式张力控制实质上就是放卷为二级张力控制、收卷为一级张力控制。反之,放卷为一级张力控制,收卷则为二级张力控制。该种配置型式进一步提高了设备的张力控制精度和可靠性,并能有效地减弱其他各种偶然因素给张力带来的不利影响。
第三种是四段闭环式张力控制系统,不言而喻,它是在上述基本型式的基础上,将进料张力控制和出料张力控制同时配置到系统中,使放卷和收卷均为二级张力控制。例如:放卷张力采用日本三菱LE-40MTA-E全自动恒张力放料;进料张力采用浮辊式交流伺服牵引自动恒张力控制;出料张力采用主传动轴输入牵引,日本三菱LE-40MTA-E全自动恒张力控制;收卷采用直流电机卷取,日本三菱LE-40MTA-E全自动恒张力控制。目前,四段闭环式张力控制已被国产高档凹印机广泛采用,它不但控制精度高、稳定性好,而且也是功能最完善的一种恒张力控制系统。
另外,在我国制造和销售的中、高档印刷机张力控制系统中,由于更高的印刷速度及生产工艺对张力控制提出了更高的要求,使得磁粉离合器已不能胜任该类系统的执行单元。因此在现代凹印机、高速分切机、高速涂布复合机中已被交、直流伺服电机执行单元所取代,实现了更加先进的张力伺服控制。
总之,用户在使用过程中,应根据凹印机的使用要求及用途配置相应的张力控制系统,使印品质量达到客户的要求。