
一、 概述
全自动(生物降解)塑料制杯机是根据塑料热成型技术工艺开发研制的一种高效率、全自动的塑料热成型设备。由送片-加热-拉伸-成型-切边等一次性完成。本机适用生产PP、PE、PET、PS、HIPS和其它塑料片材的制品等塑料制品,通过更换模具,将塑料片材加热至一定温度正压成型,制成各种杯、盒、碗等薄壁容器如牛奶杯、果冻杯、雪糕杯、一次性饮水杯、饮料杯、方便面碗、快餐盒、食品盒等高档容器产品。本机生产的成品档次高、无环境污染,用途广泛。
二、 工艺简介
塑料制杯机设备是集机、电、气一体化设计,采用德国西门子的PLC配以人机界面,可根据不同的产品在人机界面设定工艺参数,更换模具方便且易操作。取代了传统的继电器顺序控制方式及面板开关操作,具有调试方便,响应速度快等特点。操作界面上的各功能键在屏幕上都用文字标示出其在当时画面的用途,调试人员只须用操作界面,按照屏幕上的文字提示就能完成整台机器的运行、运行参数调节及手动操作机器等工作。主机运转和送片由伺服控制,成型、拉伸、剪切,出模,叠杯(可选)自动完成。温度加热由PID数显仪表控制,精度高。本机具有用途广泛、运行平稳、成品率高、噪音小等优点。全自动一次性料杯机主要用于生产、制作一次性餐饮具、冷饮杯、酸奶杯、果冻杯、冰淇淋杯、快餐盒、方便面碗等。
三、 设备组成
塑料制杯机设备可以分为德国西门子的PLC、人机界面、BWS伺服系统和外部温控模块等组成。PLC配以人机界面,用户可根据不同的产品在人机界面设定工艺参数,更换模具方便且易操作。操作界面上的各功能键在屏幕上都用文字标示出其在当时画面的用途,调试人员只须用操作界面,按照屏幕上的文字提示就能完成整台机器的运行、运行参数调节及手动操作机器等工作。伺服系统接收PLC的脉冲指令完成精确的位置控制,与PLC配以人机界面完成主机的升降运转和送片功能。温度加热由PID数显仪表控制,通过对加工的不同产品所需的温度实时可控,很好地保证了产品的质量。
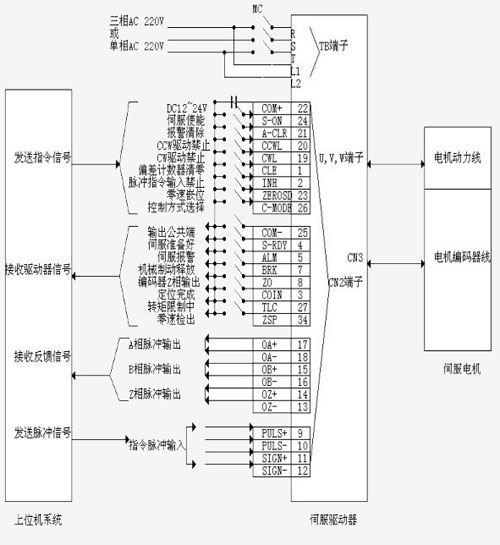
四、 控制线(CN2)接线图与伺服参数设置
1)控制线(CN2)接线图
2)参数设置说明:
P4=0(控制方式选择,0:位置控制);
P9=22(电机型号选择);
P26=0/1(脉冲输出逻辑取反);
P27=0/1(脉冲输入逻辑取反,可用于改变电机方向);
P31=5(输入指令脉冲倍频分子);
P32=1(输入指令脉冲倍频分母);
注:电子齿轮比=PA31/PA32==Ppulse / P
其中Ppulse :电机每转脉冲数,指电机旋转一圈电机反馈元件反馈的的脉冲数(脉冲/圈)。如2500线的增量式编码器,其反馈到驱动器的脉冲数为2500×4=10000;
P:指要使电机旋转一圈伺服所需接收的上位机指令脉冲数(脉冲/圈);
五、 调试与注意事项
1)、调试步骤:
A、正确接好电机动力线(U、V、W、PE),编码器线(CN3),电源线(L1、L2、R、S、T),根据要求接好上位机控制线(CN2);
B、低速空载运行一下电机,看电机方向和上位机接收的AB信号是否正确(可通过调节PA26、PA27参数来改变电机方向);
C、根据要求设置好伺服驱动器的电子齿轮比(PA31/PA32);
D、完成上述步骤后,再运行一下电机,看电机声音是否正常,电机刚性是否满足以及响应时间;(可通过调节:位置环参数PA11、PA12、PA13;速度环参数PA14、PA15;电流环参数PA38,PA41)。
E、调节后试做一样品看是否满足要求,样品不是很满意时可重复D步骤,直到加工出的样品满足要求。
2)、注意事项:
A、接动力线(U、V、W)时,一定要一一对应接到U、V、W端子上。不能通过改变U、V、W相序来改变电机方向,可通过调节参数来该变电机方向。
B、接控制线(CN2)时,上位机系统和伺服一定要有一端接屏蔽线,避免外界对控制信号的干扰。
C、布线一定要合理,交直流电源要严格分开,控制线要与电机动力线、电源线严格分开。
3)、结果:经过客户的试用,加工出来的产品都符合客户需求,各项指标都达到要求,同时还提高了生产效率。
六、 故障与排除方法
1)故障:上位机一给信号电机就跑飞了,驱动器出现09号报警;
排除方法:检查电机动力线(U、V、W)相序是否接错,查看驱动器PA9(电机型号选择)是否设置正确。
2)故障:出现27号报警
排除方法:查看电机编码器线(CN3)是否松了,固定好后再试。
3)故障:上位机发送脉冲,电机不运行
排除方法:查看控制线(CN2)中的信号线是否接错,查看伺服驱动器PA64看是否设置正确,驱动器内部使能(PA64=64),上位机使能(PA64=0)。
4)故障:运行过程中出现01号报警;
排除方法:过载保护,在机械没有卡住的情况下,看 PA48和PA81(过载倍数)是否设置过低,可以相对把PA48设置高些。
七、 总结
此塑料制杯机设备充分结合了东能伺服EPS2系列的响应快、定位精确、运行平稳等优点。经过客户的试用,加工出来的产品都符合客户要求,各项指标都达到要求,同时还提高了生产效率,使客户达到最大满意度。此设备向客户充分展示了BWS伺服的优势,同时也提高塑料制杯机设备在市场上的竞争力。