
随着微型机控制技术的发展,单片机以其独特的性能及优越的性能/价格比独占鳌头,愈来愈受到人们的重视,特别是在家用电气、工业过程控制及智能化仪器中有应用极为普遍。自动剪切机顺序控制系统的应用就是一个典型的例子。下面就是运用单片机8031设计的自动剪板机控制系统的介绍,该系统已投入生产使用,运行稳定可靠,控制精度高,维护使用方便。本系统是应企业要求开发研制的,是一种经济实用型数控系统。它保存原有机床的主体结构,增加自动进料、卸料、剪切、数控定长等功能载体。
1 设计系统要求
自动剪板机系统的结构组成和工作原理图如图1所示。该系统可按照要求剪开大块板材,并由送料小车运到包装线或各用料点。未动作时,压块及剪切刀的限位开关ST2,ST3和ST4均断开,行程开关ST1和光电接近开关ST7也都是断开的。剪切刀、压块及选料机构分别由交流电动机传动,运料小车由直流控制电机拖动。其工作过程如下所述:
(1)读入限位开关ST6的状态,判小车是否空载,若是空载,则可开始工作。
(2)启动送料小车,并使其到位,此时限位开关ST5闭合。
(3)SSRe通电,启动送料机构E,带动板料向右移动。
(4)当板料碰到行程开关ST1时,停止送料,同时SSRb送电启动压下机构,压下压压块B,并使压块上限开关ST2复位闭合。
(5)当压块到位,压紧板料时,压块下限开关ST3被闭合。
(6)SSRe通电,这时启动剪切刀机构,控制剪板机剪刀下落,此时ST4复位闭合,直到把板料剪断。当板料下落通过光电接近开关ST7时,ST6输出一个脉冲,并使8031计数器加1。
(7)判断小车上的板料是否够数,如果不够,则继续重复启动送料机构以后的步骤(3)~(7)。一旦够数,则使控制电机通电,运料小车的控制电机正转,小车右行,把切好的板料送至包装线或各用料点。板料卸下后,再启动小车反转,重新返回到剪板机下,并开始下一车的剪切装料工作。
板料的长度L根据需要自由进行调整,每一车(捆)板料的数量可由机器键盘给定,也可通过拨码键盘加以设定。固定剪切包装线或送往各用料点的板料计数值可任意更改,而由软件系统完成。

2 硬件系统设计
利用8031单片微机实现自动剪切机生产过程控制的硬件设计电路图2所示。

系统主要由单片机8031,一个2716可读可写存储器,7个开关量(ST1~ST7)输入,3个固态继电器控制接口,以及一个电机双向控制接口;另外,还有一个计数器,用来对剪切下来的板料进行计数。图2中,74LS273-1#为地址锁存器,8031内部定时器/计数器0用作板料计数器;74LS273-2#为I/O扩展接口,其地址为7FFFH。这里用1D~6D作为开关量输入位,分别接ST1~ST6,将P1.0和P1.1两位用作双向电机(即可逆直流电动机M1)控制,以便使小车前进或后退。用P1口的P1.2~P1.4,3位分别控制剪板机、压块和送料机构的交流传动电动机,以完成剪切、压下和自动送料等操作。为了提高系统的抗干扰能力,使硬件系统设计简便其采用全浮空技术,即开关量各输入端均接有光电隔离器;控制输出采用光电隔离固体继电器。
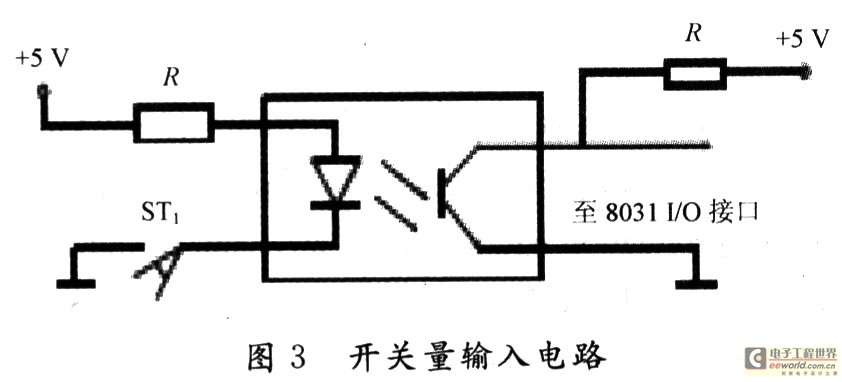
2.1 开关量输入接口电路
开关量输入接口电路采用光电隔离器,如图3所示。图中,当控制开关ST1断开时,发光二极管没有电流通过,所以光敏三极管截止,输出为高电平(“1”);一旦ST1闭合,发光二极管导通,导致光敏三极管导通,输出低电平(“0”)。
2.2 输出控制电路
输出控制电路采用固体继电器SSR,其接口电路,如图4所示。输入为TTL电平,输出为交流负载。当P1.4端输出高电平“1”时,固体继电器SSR导通,使交流电动机通电运行;反之,如果P1.4端输出低电平(“0”),则SSR截止,交流电动机也随之断电停转。其他两路与此完全相同。为了达到光电隔离的目的,将4个直流固体继电器QS1~QS4组成一个可逆直流电动机控制电路(即双向伺服电机控制电路),如图4所示。

可逆直流电动机控制(即双向电机控制)真值表见表1。

值得说明的是:该系统不一定非得全部采用光电隔离技术或固体继电器,也可以设计一个简单的电路。这里采用全浮空技术,主要是为使读者对全浮空单片机控制系统有个比较全面的了解。
3 软件设计
自动剪板机生产过程控制的软件采用模块化结构,顺序控制系统的程序设计可根据流程图进行,也可以将各步动作编写出程序表,或者画出逻辑功能图。控制程序分两部分,一部分是主程序,用来对系统进行初始化,即设置中断控制字及计数常数等;另一部分为中断服务程序,对剪板机系统进行生产过程控制。

因本系统是顺序控制系统,属于分时控制,实时性不高,故采用程序查询式控制方式。在控制机电加减速运动控制子程序设计中,为保证控制机电在频繁起停运行中不失步、不过冲,保证系统的精度和快速性,根据力学原理刚体转动定理,参照控制电机的特性,并结合负载试验情况。
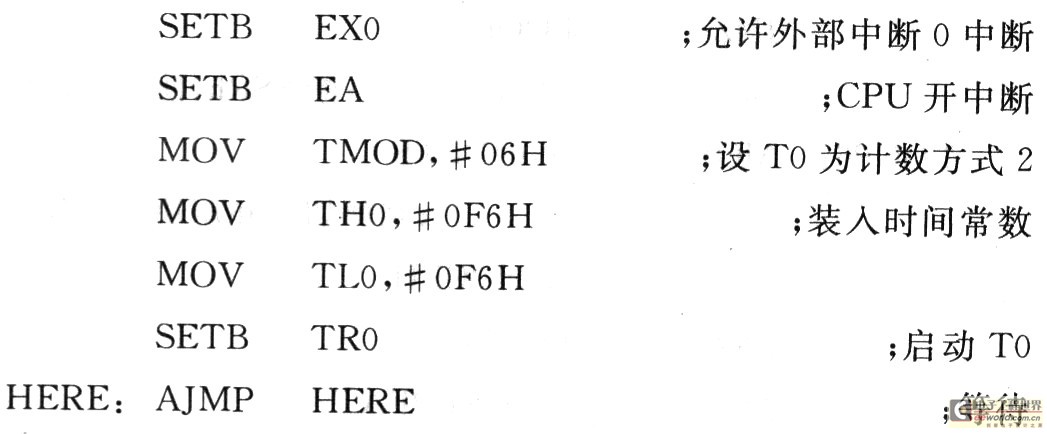
3.1 主程序
主程序用来对系统进行初始化,即设置中断控制字及计数常数等。当主程序执行完以后,便进入等待状态。当系统需要工作时,只要操作人员按一下Start按钮,即可转到相应的中断服务程序。
主程序流程图如图6所示。
主程序如下所示:

3.2 中断服务程序
中断服务程序用以对系统进行顺序控制,中断服务程序流程图如图7所示。
中断服务程序如下:


4 结 语
本系统是采用8031单片机设计的顺序控制系统,硬件电路少,接口简单,软件的开发及调试都比较方便,在输入、输出端采用光隔离等措施后,抗干扰效果很好。在对多台不同型号剪板机床进行自动化改造的实际应用后,充分体现本系统具有集成度高,加工精度高,经济性好,操作方便,自动化水平较高等特点,且设备的可靠性、可维护及灵活性都很优越,基本上能满足机电设备厂日益增长的现代化大生产的需要。