1引言
随着企业生产变化,方大特钢4500nm3/h制氧由最初定位的过渡机组变成了主力机组,为提高该制氧机组运行的性能,2010年1月对该机组控制系统实施了全面改造,由常规仪表结合小型plc控制改为dcs系统控制,所采用的dcs系统为hollias-macs系统,所有控制信号点均进入dcs系统,经过1个余月时间安装、调试,完成了改造工程。实现了:空压机、膨胀机、氧压机、氮压机启停自动控制及联锁,分子筛系统自动控制、空分装置调节阀自动控制、空压机、膨胀机双油泵互备控制等功能。
2010年4月初,4500nm3/h制氧开机,从运行情况看,所设计的主控制方案满足了系统需要,但由于4500制氧机组本身的特性,加上组态时局部的漏项,部分报警参数、画面的设置仍存有一定的不合理性,为此在设备运行期间多次进行了在线修改、下装, hollias-macs系统良好的无扰动下装、增量下装功能,在线下载一直没有影响设备的正常运行。但2010年6月20日的一次程序下载,不仅引起了空分装置停机,同时造成了空压机烧瓦重大事故发生。dcs程序下载引起装置停机可以想象(行业内有事例);造成空压机烧瓦却难以理解,表明空压机的自动联锁都没有发生作用。为此专门组织力量对本次事故进行剖析。
2事故描述
2010年6月20日10:30左右,由于v1212阀门阀开信号未在规定的时间闭合,造成分子筛切换系统控制程序自动转为暂停。
分子筛系统控制程序是制氧机组的主控制程序,是通过dcs系统控制14个阀及电加热器的周期动作。执行1#分子筛吸附器“卸压→加热→冷吹→充压→切换”——2#分子筛吸附器“卸压→加热→冷吹→充压→切换”动作,除系统初始化步,控制系统共分10步动作,不断循环,两个分子筛吸附器轮流工作、再生。一旦不能正常运行或故障较长时间不能发现,将影响生产正常运行,甚至较长时间停产。v1212阀位开关不到位造成分子筛程序暂停已出现数次,虽经处理,但经过一段时间运行后,总是不理想(并且经常处于报警临界状态),给生产造成了一定影响。
v1212阀门实际动作是正常的,只是阀位反馈不正常。程序设计是:阀位反馈与阀门动作不同步超30s报警,且联锁程序转为手动。为此对程序进行修改,同时进行了下装(考虑到和利时系统可以增量下装),但在本次下装后,却最终造成了制氧机组的停机,空压机烧瓦事故。
3事故分析
程序下装因素造成设备停机是可预测的,但程序下装造成空压机烧瓦事故难以理解。在本案例中,程序下装后,各联锁都没有发生作用,油泵没有联锁启动,压缩机没有联锁停机,这是很不正常的现象。
3.1 下装事后检查
本次程序修改做了两部分工作:
首先进入控制算法组态,对下位控制程序进行修改,将v1212阀门不同步时间修改为40秒。点击在线登录,系统弹出确定小画面,提示需重新下装(增量下装),点击确认下装正常。
其次对数据库中四个参数进行修改:
(1)“阀门故障”;
(2)“v1212阀门不同步”;
(3)“v1213阀门不同步”;
(4)ticas1223量程,由0-300℃,改为0-250℃(对它的修改是为了与ticas1224量程一至,使趋势图直观方便操作人员的对比)进行了数据库的编译,编译正常。
3.2 事故事后回顾
再次进入控制算法组态,检查程序运行情况,编译程序、在线登录,系统提示下装,点击确认下装。点确认,即发生“制氧机组分子筛系统突然停止工作,转为手动、各阀门自动关闭;其它系统设备工作也不正常;参数异常,设备并没有联锁停机”事故。
事后分析,第二次下装速度较快,系统其实是提示初始化下装。为什么数据库没有实质性变化,系统却要进行初始化下装?为此与和利时服务工程师联系得知:系统软件对于热电阻测温认定0~275℃为一档,量程由由0~300℃改为0~250℃,系统自动认为跳档,要初始化下装。初始化下装后,所有do自动置于off,用于空分装置中分子筛切换阀的电磁阀自动失电,阀门关闭,初始化下装是造成本次停机事故的直接因素。
3.3 查联锁未发生作用原因
图1为空压机联锁停车弹出式画面。从图中可以看到,对各工艺参数是否参与联锁,都设置了手动控制按键。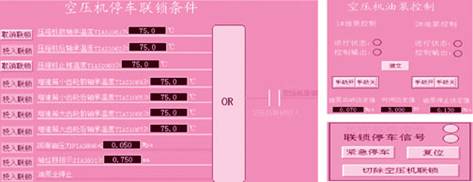
图1空压机联锁停车弹出式画面
本例中,程序下装后,发现只有“切除空压机联锁/投入空压机联锁”处于投入空压机联锁位置,联锁停空压机的其它参数的“取消联锁/投入联锁”均处于取消联锁位置。调出氧压机、氮压机、膨胀机等其它设备弹出式画面(联锁画面),发现绝大多数“取消联锁/投入联锁”处于取消联锁位置。“取消联锁/投入联锁”处于取消联锁位置,造成设备(含空压机)不能正常联锁停机,油泵也不能自动启动,设备缺油运行,这是造成空压机最终烧瓦事故主要原因,dcs程序在设计上存在缺陷。
4 处置措施
4.1 dcs程序修改
根据生产工艺、设备安全运行要求,各类装置都设置了报警、联锁控制参数,一旦参数异常,当参数超过报警值时,dcs发出报警提示,当参数超过联锁值时,dcs系统联锁停机。保护设备,是设置联锁参数的主要目的,一台设备设置了联锁参数,除特殊情况,都应该及时投入联锁,如表1所示。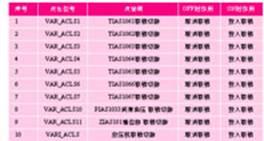
表1 事故前空压机联锁“取消联锁/投入联锁”参数表
表1为空压机联锁“取消联锁/投入联锁”参数表,这些点均为dcs自定义一字节变量点,专门用于各测点联锁是否投用,是为了仪表检修、设备调试等因素设置。这些参数在系统进行初始化下装时有的为on,有的为off,是由于系统初始化设置不同。
为此进入控制算法→资源→变量设置程序段,对联锁用变量按实际需要进行修改,表2为修改前后,空压机变量设置部分程序段。变量属性修改后,在初始化下装时,参数的联锁能自动投用,油泵能自动随设备、工艺参数变化自动控制,设备能联锁停机,提高了设备运行的安全性。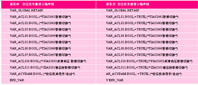
表2 修改前后空压机变量设置部分程序段对比
4.2 完善应急操作措施
在程序下装后,从dcs操作画面上可以看到分子筛系统阀门全部关闭,空压机自动放空,一系列参数报警发生了。空压机两油泵均停止了工作,油压只有0.04mpa(低于联锁停车值),空压机仍在运行,操作人员立即在dcs上手动启动空压机油泵(约10s时间),而后空压机轴承温度、轴位移等参数出现报警,轴位移超过联锁设定值,操作人员到现场确认空压机运行情况,空压机有异声响,为此,操作人员在dcs上紧急将空压机停下来(整个过程约45s)。通知维护人员检查空压机状况,拆开空压机,发现止推瓦、径向瓦受到严重的损伤,空压机轴承亦有一定量的磨损。
整个事故发生在不足1分钟的时间,但空压机却受到了较大的损坏(该空压机还带有高位油箱)。如果一发现空压机油泵停止运行,且油压低于联锁值,立即将空压机停下来,设备的损伤可能会更小一些。为此,一是在dcs每幅操作画面上设置紧急停机操作键;二是修改应急操作措施,明确规定,一旦出现类似情况,立即实施停机操作。
5结束语
事故发生瞬间,损失很大,教训深刻,笔者有三点体会,希望对同行有所启发:
(1)在dcs系统维护方面存在问题:多次在线下装程序,设备运行正常,主要是和利时系统具备增量下装功能,多次在线下装成功又致使维护人员思想麻痹,以至系统提示都未能认真看清,dcs系统是工艺、设备的控制核心,从安全角度考虑,最好是不要在线下装。
(2)厂家在dcs维护手册上说明存在缺陷:275℃为热电阻测温分界点之一,这是系统软件上的一个隐性点(厂家许多工程人员都知道,可能在有的地方也出现过类似事故),但dcs维护手册上没能说明,这样,即使系统提示,维护人员看到了,也不能发现问题所在。
(3)dcs程序设计存在缺陷,程序设计人员未能考虑设备运行的安全性,主机厂现场工程师没有与用户充分交流,用户系统维护工程师亦未能领悟到一字节变量是否设置为true的意义,这一点理解不透,事故出现都不知道是什么原因。
作者简介
万洪文(1968-)男工学学士,高级工程师,从事企业自动化仪表管理工程工作。
